

Jako typowy przedstawiciel tańszych modeli urządzeń dostępnych na rynku posłuży nam drukarka 3D Creality Ender 3 V2. Egzemplarz opisany w artykule został zmodyfikowany względem modelu standardowego, i te modyfikacje również zostaną opisane. Warto nadmienić, że Creality wciąż produkuje linię Ender, a obecnie dostępny model to Ender 3 V3 SE. Jednakże – jeśli budżet na to pozwala – lepszym wyborem mogą okazać się modele z serii K1. Przy okazji opisu urządzenia oraz metod pracy z nim, w niniejszym opracowaniu omówione zostaną też czynności związane z eksploatacją drukarki, a nawet zdarzające się czasami problemy.
Anatomia drukarki 3D
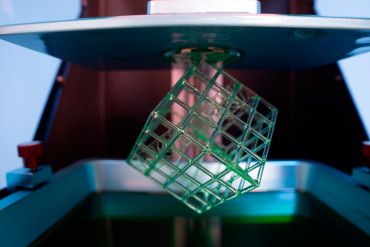
Na fotografii 1 pokazano drukarkę 3D typu bed slinger, wspomniany już model Ender 3 V2. Obok drukarki znajduje się suszarka do filamentu Eibos Easdry połączona rurką PTFE z głowicą – filament z suszarki przebiega przez rurkę, dzięki czemu zachowuje on niską wilgotność w czasie druku. W pierwszej części tej serii artykułów wspomniano, że nazwa opisywanego typu drukarek wzięła się stąd, że blat, na którym tworzy się model, jest ruchomy. W tym przypadku ruch blatu stanowi oś Y. Głowica drukarki porusza się wzdłuż osi X na poprzecznej belce, cała belka – wraz z napędem i wciąż zamontowanym ekstruderem Bowdena – porusza się w pionie, wzdłuż osi Z. Osie X i Y używają pasków zębatych jako napędu, na końcach obu osi znajdują się napinacze pasków, a po przeciwnych stronach – silniki krokowe i przełączniki krańcowe. Napęd osi Z znajduje się za ramą po lewej stronie, a współpracujący z tą osią przełącznik krańcowy został zdemontowany jako element zbędny w tej konfiguracji maszyny. Całość zbudowano ze standardowych belek konstrukcyjnych, wykonanych z aluminium w procesie wyciskania. Rowki w belkach są używane zarówno jako sposób montażu niektórych elementów (uchwyt na szpulę na szczycie maszyny oraz panel kontrolny po prawej), jak i prowadnice dla ułożyskowanych kół, na których przemieszcza się blat i belka osi X. Głowica drukująca ma dwie modyfikacje: ekstruder typu Direct Drive, umieszczony bezpośrednio nad nią, oraz sondę BL-Touch, umocowaną po lewej stronie właściwej głowicy (na elemencie montażowym wydrukowanym na tej samej drukarce). Sonda pozwala na pomiar odległości dyszy od blatu w wielu punktach, realizując tym samym funkcję autopoziomowania. W narożnikach pod blatem znajdują się cztery pokrętła pozwalające wypoziomować blat, procedura poziomowania zostanie opisana w dalszej części artykułu. Oryginalny szklany blat został zastąpiony blatem ze stali sprężynowej pokrytej warstwą tworzywa PEI. Blat umocowany jest za pomocą specjalnej podkładki magnetycznej przyklejonej do oryginalnej, aluminiowej płyty.
W oryginalnej konfiguracji drukarka Ender 3 V2 używa systemu z rurką Bowdena. Ekstruder – za pomocą kół zębatych sprzężonych z silnikiem krokowym – przepycha filament przez rurkę wykonaną z PTFE (teflonu) do głowicy drukującej. Ponieważ filament ma średnicę 3,75 mm, a rurka ma średnicę wewnętrzną równą 4 mm, w trakcie pracy maszyny trzeba doliczyć do ruchu filamentu pewną poprawkę na luzy w rurce Bowdena. W procesie drukowania filament wpychany jest w strefę topienia w bloku grzejnym głowicy, gdzie ulega upłynnieniu. Ciśnienie wywierane przez ekstruder wyciska stopiony filament przez dyszę, ta zaś rozprowadza materiał po powierzchni blatu lub poprzedniej wydrukowanej warstwy. Gdy trzeba przerwać nakładanie materiału, ekstruder cofa filament, wytwarzając podciśnienie. Odległość, o jaką filament jest cofany, nazywana jest odległością retrakcji – w systemie Bowdena wynosi ona 5...7 mm i jest parametrem, który należy skalibrować odpowiednio do typu filamentu. W przypadku TPU, filamentu giętkiego, druk w systemie z rurką Bowdena jest bardzo trudny, a jeśli wybrany filament TPU charakteryzuje się dodatkowo dużą elastycznością, to wydrukowanie modelu będzie z praktycznego punktu widzenia całkowicie niemożliwe. Wynika to z prostego faktu, że odległość między ekstruderem a strefą topienia w głowicy wynosi 30...40 cm, co przy różnicy w średnicach filamentu i rurki Bowdena prowadzi do zbijania się filamentu, gdy ekstruder go wypycha. Kiedy zaś następuje retrakcja, ekstruder nie tylko musi zniwelować tę niepotrzebną kompresję filamentu, ale uwzględnić też jego rozciągliwość. W efekcie kalibracja ekstrudera Bowdena jest bardzo trudna i nie daje dobrych wyników. Obecnie coraz więcej drukarek stosuje system Direct Drive, w którym odległość między strefą topienia filamentu a samym ekstruderem to zaledwie kilka centymetrów. Typowo odległość retrakcji w przypadku ekstrudera Direct Drive wynosi do 2 mm.
Elektronika drukarki 3D znajduje się w skrzynce umocowanej pod blatem, między belką osi Y a skrajnie lewą belką ramy. Tańsze oraz starsze drukarki 3D używały ośmiobitowych mikrokontrolerów do przetwarzania komend Gcode na ruchy maszyny. Sterowniki te oparte były najczęściej na płytkach Arduino, gdyż wywodziły się z projektu Reprap. W przypadku Ender 3 V2 i późniejszych modeli zastosowano już sterownik bazujący na mikrokontrolerze 32-bitowym z rdzeniem ARM. Obecnie jest to standard, a bardziej zaawansowane modele stosują nawet rozbudowane rozwiązania SoC. Istnieje wiele wariantów oprogramowania do najróżniejszych drukarek i wersji sterowników, często jednak wymagają one samodzielnej kompilacji. Zasilacz 350 W znajduje się za sterownikiem i dostarcza napięcie 24 V. Głowica drukująca pobiera 40 W, podgrzewany blat potrzebuje nawet 220 W.