
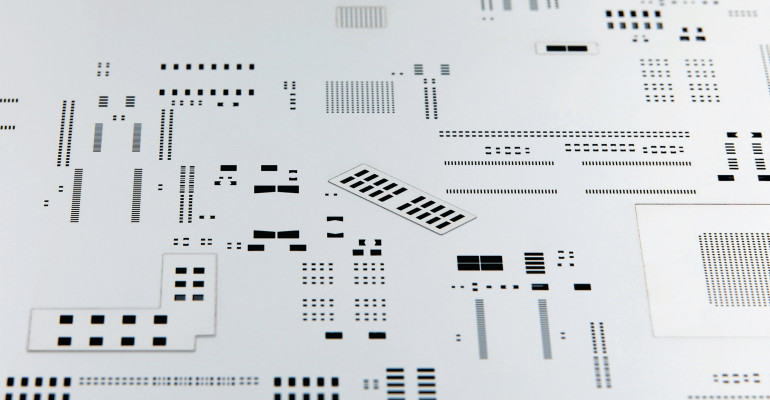
Produkcja szablonów SMT
Grubość szablonu oraz rozmiary wycinanych laserowo apertur określają ilość pasty lutowniczej nałożonej na pady PCB. Kontrolę ilości pasty znajdującej się na powierzchni poszczególnych pól lutowniczych realizuje się z użyciem specjalistycznych maszyn pomiarowych (SPI) lub też odpowiednio wyposażonych stanowisk automatycznej inspekcji optycznej (AOI).
Szablony SMT są zwykle produkowane z arkuszy blachy ze stali nierdzewnej o grubości w zakresie od 80 do 180 μm (typu SS301), o strukturze drobnoziarnistej 2...3 μm, określanej mianem fine grain. Odpowiednio mały rozmiar ziaren stopu pozwala bowiem ograniczyć erozję laserową brzegów wycinanych apertur, sprzyjając tym samym łatwemu i jednolitemu uwalnianiu pasty lutowniczej. Jeżeli wymogi miniaturyzacji docelowej PCB narzucają szczególne ograniczenia w zakresie rastra, w praktyce stosuje się folie z elektroformowanego niklu o grubości 100...150 μm, o jeszcze drobniejszej ziarnistości, a co za tym idzie – lepszym uwalnianiu pasty. Zakres możliwości cięcia lasera pozwala na wykonywanie szablonów i detali z folii stalowych SS304 o grubości 50...1000 μm.
Park maszynowy firmy Semicon dysponuje trzema najwyższej klasy urządzeniami laserowymi firmy LPKF, w tym dwoma G6080 (wyposażonymi w moduł mikrospawania w osłonie azotu) oraz jednym G6060.
Układy pozycjonowania głowic laserowych ww. obrabiarek zapewniają dokładność do 2 μm, co potwierdzane jest okresową kalibracją urządzeń, wykonywaną przez serwis producenta. Warto dodać, że obszar roboczy wycinanych szablonów wynosi standardowo 600×800 mm, ale w razie potrzeby (np. do celów produkcji taśm LED) możliwe jest wykonanie szablonów o długości nawet do 1800 mm.
Dostępne grubości szablonów, w zależności od zastosowanego materiału, wynoszą:
- folia stalowa SS304: 50...1000 μm,
- folia fine grain SS301: 80...180 μm,
- elektroformowany nikiel: 100...150 μm.
Autorska metoda optymalizacji drogi cięcia, opracowana w firmie Semicon, zapewnia minimalizację przeciążenia termicznego materiału, zapobiegając lokalnym odkształceniom – szczególnie w obszarach szablonu o dużym zagęszczeniu układów drobnorastrowych. System kamer pozycjonujących głowicę lasera umożliwia natomiast optymalne skupienie wiązki, zmierzenie geometrii wyciętych otworów oraz uzupełnienie wykonanego wcześniej szablonu.

Standardowy czas realizacji zamówienia to 2 dni
Semicon podejmuje się także produkcji i dostawy szablonów w trybie ekspresowym – nawet w dniu dostarczenia plików. Preferowane pliki to gerbery w formatach RS274X i RS274D. W razie potrzeby istnieje możliwość odpowiedniej modyfikacji dostarczonej przez klienta dokumentacji produkcyjnej.
Należy pamiętać, że finalna jakość połączeń lutowanych zależy nie tylko od wyciętych w szablonie otworów, ale także od ilości nałożonej za ich pomocą pasty lutowniczej. W przypadku płytek drukowanych, na których montowane są komponenty o dużym zróżnicowaniu rozmiaru apertur, zalecane jest stosowanie szablonów stopniowanych (tj. o zróżnicowanej grubości folii stalowej), które Semicon wytwarza za pomocą dwóch metod.
1. Szablony mikrospawane
Mikrospawanie polega na precyzyjnym wycięciu otworów w bazowym szablonie i następnie wspawaniu wyciętych uprzednio formatek z blachy (wykonanej z tego samego materiału) o odpowiedniej grubości. Maksymalna różnica grubości w tej metodzie to 80 μm, a minimalna odległość pozycjonowania elementów SMD od uskoku grubości wynosi 200 μm.
2. Szablony frezowane
Frezowanie wyciętych laserowo szablonów pozwala uzyskać dokładność grubości szablonu do 5 μm, a różnicę poziomów do nawet 400 μm. Tak wykonane szablony stopniowane stanowią technologiczną nowość i pozwalają na niezawodny montaż – na jednej płytce – zarówno najmniejszych komponentów dyskretnych czy układów scalonych o drobnym rastrze, jak i elementów o dużych rozmiarach (np. dławików dużej mocy). Firma Semicon dysponuje wieloletnim doświadczeniem w zakresie projektowania i modyfikacji tego typu szablonów.
Szablony SMT z nanopowłokami
Dalsza optymalizacja procesu uwalniania pasty z apertur jest możliwa przy zastosowaniu nanopowłok nakładanych na powierzchnię szablonu. Dostępne są przy tym dwie techniki:
- Nanoszenie warstwy nanomateriału za pomocą nasączonej aktywną powłoką ściereczki.
- Permanentne nanoszenie powłok metodami CVD.
Sama powłoka to w istocie cienka warstwa fluoro-polimeru o grubości 1...4 μm, pozwalająca na obniżenie tzw. współczynnika Area Ratio do 0,5, co skutkuje lepszym transferem pasty na pad lutowniczy, w porównaniu ze zwykłymi szablonami pozbawionymi powłoki. Nanomateriał umożliwia także poprawę parametrów drukowania, szczególnie w przypadku płyt o gęstym upakowaniu drobnych komponentów.

Stabilność naciągu szablonu gwarancją jakości procesu montażowego
Wielkość oraz stabilność naciągu szablonu także wpływa na jakość procesu lutowania SMT. Firma Semicon oferuje trzy metody w tym zakresie.
- Pneumatyczne, zasilane ramy samonapinające w standardach Zelfelx oraz Quatroflex – wymagają okresowej kontroli siły naciągu, przez co są stosowane zwykle do małych i średnich serii produkcyjnych.
- Szablony na ramach aluminiowych z naciągiem siatkowym sprawdzają się w przypadku dużych i wielkich partii PCB, pozwalają bowiem na wykonanie nawet do 200 tysięcy cykli zadruku pasty przy zachowaniu powtarzalnych parametrów nanoszenia lutowia na pady. Ograniczeniem jest w tym przypadku grubość używanych ram aluminiowych (zwykle 38 mm), co wymaga znacznych powierzchni odstawczych.
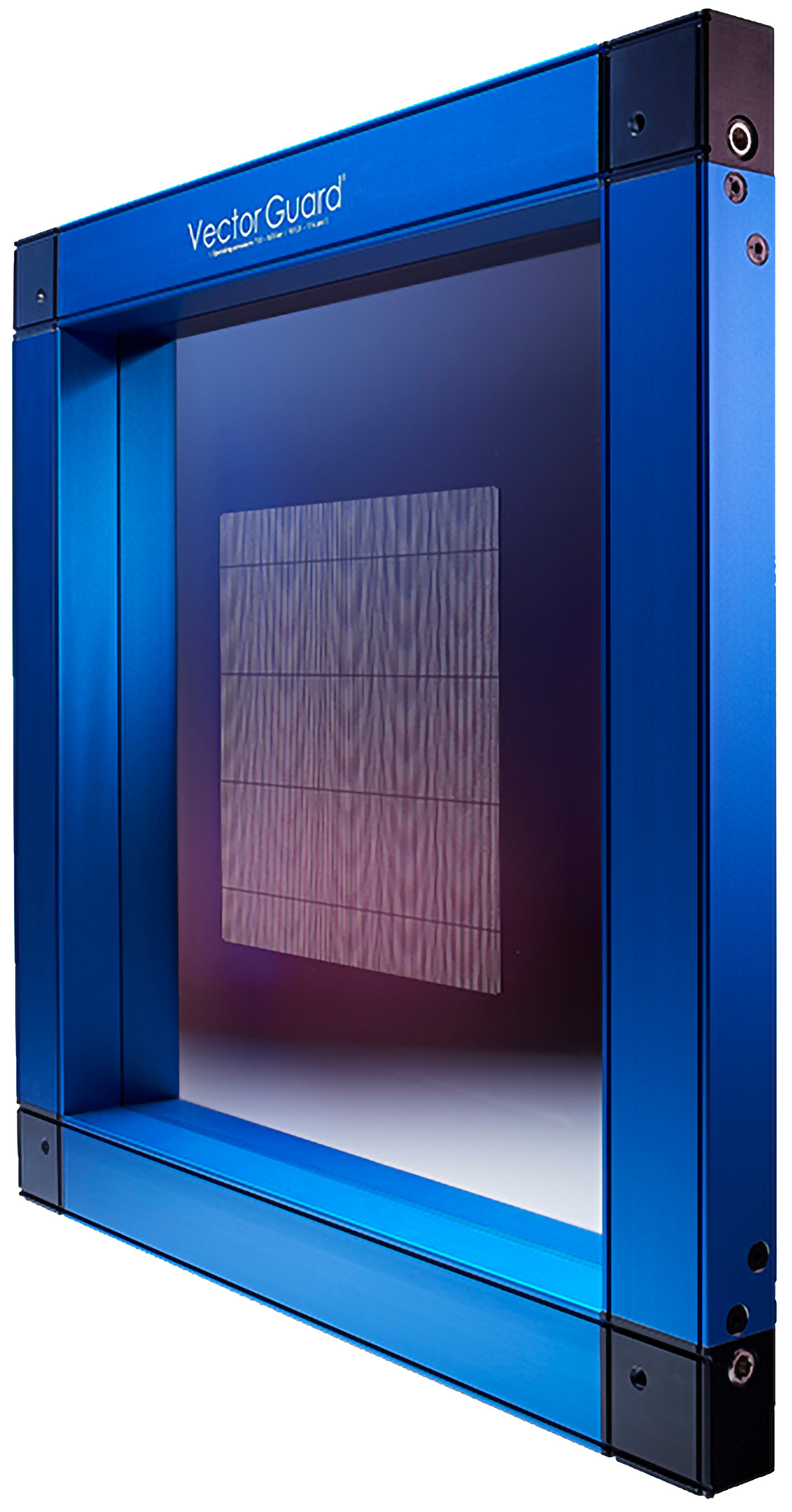
- Ramy w standardzie Vector Guard – Semicon jest oficjalnym franczyzobiorcą licencji Vector Guard i oficjalnym partnerem licencjodawcy firmy ASM (dawny DEK). Ramy Vector Guard zapewniają stabilność naciągu poprzez zastosowanie mechanicznego systemu i sprawdzają się także w przypadku niewielkich aplikacji z małymi rastrami elementów (opcja high tension). Znormalizowana grubość szablonu Vector Guard to 8 mm, co pozwala ograniczyć zapotrzebowanie na powierzchnię odstawczą dla szablonów SMT. Warto dodać, że popularność tego typu ram sięga już teraz do 75% aplikacji na zachodzie Europy i stale rośnie.
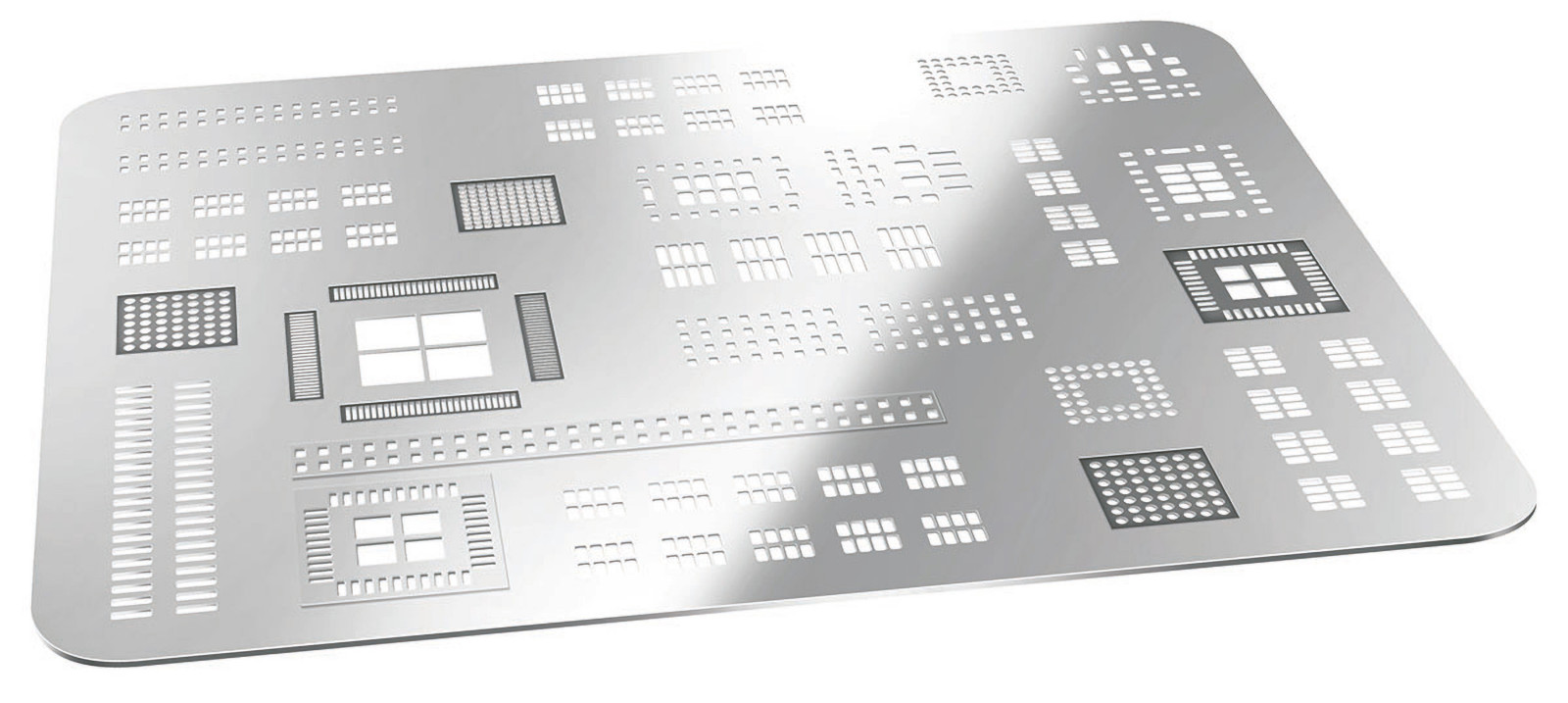
Sita do układów w obudowach BGA
Firma Semicon projektuje i wytwarza szablony (sita) do napraw układów BGA. Umożliwiają one reballing, czyli rekonstrukcję kulek za pomocą pasty. W ofercie firmy znajdują się ponadto usługi modyfikacji szablonów z „pasty na klej” oraz grawerowania i wykonywania znaczników.
W przypadku braku oryginalnej dokumentacji technicznej możliwe jest również przeprowadzenie procesu inżynierii odwrotnej mikroszablonu do nakładania kulek BGA lub pasty – na podstawie fizycznego egzemplarza układu scalonego, dostarczonego przez klienta.
Firma Semicon dysponuje zasobem i stałym dostępem do folii z różnych stopów stali, takich jak: inconel, kovar, nikiel, tantal czy molibden, świadcząc zarazem usługi wycinania detali mechanicznych. W ofercie znajdują się również szafy do przechowywania szablonów, rolki czyszczące, płyny myjące oraz opakowania ESD.