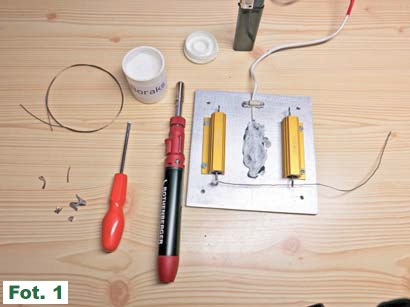
Jedynym narzędziem niezbędnym do pracy jest palnik, wystarczy nawet najtańszy „chińczyk” za kilkanaście złotych. Potrzebny nam będzie także gaz do palnika oraz lut i topnik. Odpowiedni do naszych celów będzie miękki lut LS45 o temperaturze topnienia w zakresie 665–730 stopni Celsjusza, jest on dostępny w postaci drutu o różnych średnicach. W przypadku drobnych detali, jak na przykład czujniki Pt100, wygodny jest drut o średnicy 0,5mm. W innych przypadkach może się przydać nieco grubszy, na przykład 0,8mm.
Ale można też użyć fragmentu zniszczonej srebrnej biżuterii. Unikać natomiast należy lutów niskotopliwych, zwłaszcza tych wyszperanych w „przydasiach”. Stare luty niskotopliwe często zawierają kadm, który jest toksyczny, a na domiar złego łatwo się utlenia, utrudniając lutowanie. Drugim niezbędnym materiałem jest topnik. Możemy użyć topnika w płynie, zwanego lutówką. Można także użyć boraksu. Jeśli się na to zdecydujemy, trzeba rozetrzeć boraks z niewielką ilością wody tak, aby otrzymać gęstą pastę. Fotografia 1 przedstawia niezbędne akcesoria.
Na fotografii 2 widoczny jest element przygotowany do lutowania. Do końcówki opornika przyczepiony został przewód, na przyszłym złączu położono fragment srebrnego lutu i nieco pasty boraksowej. Warto zwrócić uwagę na fakt, że wszystkie elementy powinny być stabilnie zamocowane. Przyda się więc „trzecia ręka”.
Zaczynamy! Grzejemy złącze palnikiem, początkowo lekko, aby odparować wodę. Potem tylko troszeczkę mocniej, aby stopić boraks. Przy ogrzewaniu traci on wodę krystalizacyjną, puchnąc przy tym w charakterystyczny sposób. Może to być przyczyną kłopotów, jeśli lutowane elementy nie są solidnie umocowane, puchnący boraks może je rozsunąć. Kiedy boraks już się stopi, zaczynamy grzać mocniej.

Ogrzewane złącze zaczyna czerwonawo świecić, po chwili zobaczymy, jak lut się topi i rozpływa na lutowane fragmenty. Bardzo elegancko to wygląda. Odsuwamy więc palnik i obserwujemy stygnące złącze. Niestety, przestaje ono wyglądać tak pięknie. Krzepnący boraks przybiera brzydki, „brudny” kolor. Jest to skutek rozpuszczenia tlenków w boraksie.
Na marginesie można wspomnieć, że wiele lat temu chemicy stosowali „perłę boraksową” do celów analitycznych. Niewielką ilość próbki stapiało się z boraksem w uszku drutu, na podstawie koloru powstałej „perły” można było identyfikować metale zawarte w próbce. Dziś to już tylko ciekawostka. Uzyskane złącze widoczne jest na fotografii 3.
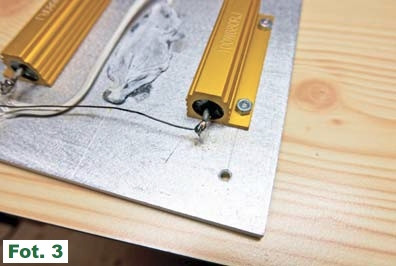
Jak widać, nie jest ono piękne, ale nie obawiajmy się, połączenie jest poprawne. Przy okazji można wspomnieć, że jeżeli zależy nam na ładnym wyglądzie, można elementy po lutowaniu zagotować w jednomolowym kwasie siarkowym. Oczywiście jest to możliwe jedynie w tych przypadkach, gdy kwas nie uszkodzi lutowanego przedmiotu, na przykład gdy zbudowany jest on wyłącznie z miedzi. Ta technika, zwana „bejcowaniem”, ma jednak marginalne zastosowanie w elektronice. Fotografie 4 i 5 pokazują kolejne etapy montażu preheatera.


Na zakończenie warto wspomnieć, że w przypadku lutowania cienkich przewodów, na przykład wyprowadzeń czujników temperatury, trzeba uważać , aby nie spalić przewodu. Postępujmy więc ostrożnie. Jeśli przewody mają różne średnice, grzejemy głównie grubszy drut. Warto się nieco pobawić, aby nabrać wprawy.