
Układ pęsety jest prosty, a płytka drukowana ma zwartą konstrukcję. Nowe funkcje zawarte są w mocno rozbudowanym programie na 16-bitowy mikrokontroler PIC24 (w miejsce wcześniejszych, 8-bitowych układów PIC12 i PIC16). Rozwój oprogramowania stał się możliwy dzięki nieporównanie większemu rozmiarowi pamięci FLASH: 256 kB zamiast 7 kB. I to za jedyne kilka dolarów więcej!
Wprowadziliśmy tak wiele nowych funkcji i tak bardzo ulepszyliśmy istniejące, że wyjaśnieniu, jak z nich korzystać, trzeba było poświęcić znaczną część artykułu. Ale zanim do tych funkcji dojdziemy, musimy pęsetę poskładać. Elementy można skompletować samodzielnie, a mikrokontroler zaprogramować oprogramowaniem pobranym z naszej strony internetowej, lub też kupić kompletny zestaw z już zaprogramowanym układem.
Konstrukcja
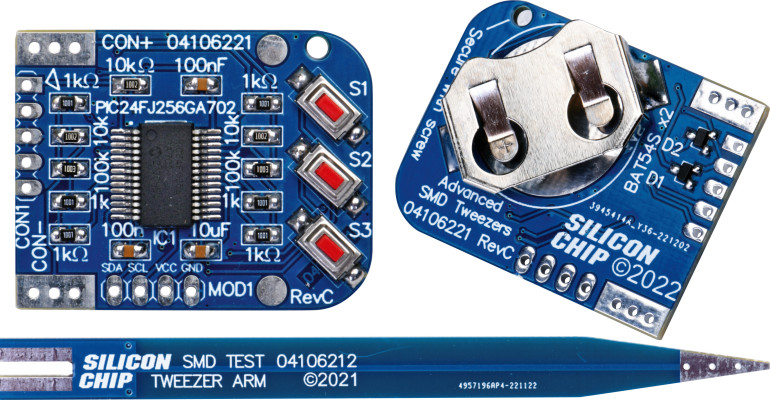
Podobnie jak we wcześniejszych wersjach pęsety, aby zachować zwartość konstrukcji używamy głównie elementów do montażu powierzchniowego. Podstawową zmianą w stosunku do poprzednich wersji jest to, że 28-pinowy mikrokontroler ma gęściej rozmieszczone piny niż używane wcześniej mikrokontrolery o 8 pinach. Niektóre elementy bierne są również nieco mniejsze. Do zbudowania układu potrzebna będzie pęseta (mechaniczna! przypis redaktora), pasta topnikowa, plecionka lutownicza oraz lupa.
Korzystajcie z pochłaniacza oparów lutowniczych lub, jeśli go nie macie, lutujcie na świeżym powietrzu.
W projekcie zastosowano mikrokontroler PIC24FJ256GA702 w obudowie SSOP-28 oraz elementy bierne w rozmiarze M2012 (0805). Odstępy między wyprowadzeniami są nieco mniejsze niż w używanych wcześniej obudowach SOIC-8 i M3216 (1206). Montaż pozostaje jednak w pełni możliwy – wymaga jedynie cierpliwości i lutownicy z cienkim grotem (może być też nieco grubszy, jeśli lutujący ma już pewną wprawę). Znacznie ułatwia pracę użycie pasty topnikowej.
Zaczynamy od montażu głównej płytki drukowanej. Najpierw przylutujcie mikrokontroler – to element o najmniejszym rozstawie wyprowadzeń. Najłatwiej lutować go przed montażem innych elementów, które mogłyby utrudniać dostęp grotem.
Nakładamy topnik na pady na płytce drukowanej, a następnie umieszczamy układ scalony na miejscu, upewniając się, że pin 1 zlokalizowany jest przy symbolu kropki. Oczyszczamy końcówkę lutownicy i dodajemy trochę świeżego lutowia, a następnie ostrożnie przylutowujemy tylko jeden pin i sprawdzamy przy użyciu lupy, czy wszystkie piny leżą równo na swoich padach i czy przylegają płasko do płytki drukowanej. W razie potrzeby korygujemy położenie, roztapiając lut i delikatnie przemieszczając układ. Idealne wyśrodkowanie go względem padów bardzo ułatwi nam życie. Teraz ostrożnie lutujemy każdy pin po kolei, trzymając grot lutownicy możliwie blisko padów, w razie potrzeby nanosząc na grot lutowie i czyszcząc go regularnie. Na piny można nałożyć więcej topnika.
Sprawdzamy, czy wszystkie piny są polutowane i czy nie ma zwarć. Jeśli są, kładziemy topnik i wyciągamy nadmiar lutowia plecionką. Napięcie powierzchniowe cyny powinno pozostawić niewielką, ale wystarczającą jej ilość między pinem a padem.
Jeśli wcześniej nie pracowaliście z tak małymi elementami, regularnie usuwajcie nadmiar topnika, co ułatwi Wam kontrolowanie efektów pracy. Po zakończeniu pracy nawet doświadczony montażysta powinien wszystko oczyścić i przez lupę sprawdzić, czy wszystkie piny są przylutowane do padów i czy nie ma zwarć, również takich niewidocznych na pierwszy rzut oka.
Na górnej stronie płytki drukowanej znajduje się 14 elementów biernych w rozmiarze M2012 (0805, 2 mm × 1,2 mm). Żaden z nich nie ma biegunowości. Rezystory zwykle mają nadrukowany kod określający ich wartość, natomiast kondensatory zazwyczaj są nieoznaczone. W razie wątpliwości warto pamiętać, że kondensator 10 μF będzie prawdopodobnie nieco grubszy od pozostałych.
Na pady wszystkich elementów nakładamy topnik. Przylutowujemy najpierw kondensator 10 μF. Podobnie jak w przypadku układu scalonego lutujemy najpierw jeden koniec, sprawdzamy, czy kondensator leży płasko i równo na padach, a następnie lutujemy drugą stronę. Poprawiamy połączenie z pierwszej strony, nakładając jeszcze trochę topnika i dotykając pad lutownicą. W ten sam sposób przylutowujemy dwa kondensatory 100 nF.
Po drugiej stronie płytki drukowanej znajduje się tylko kilka elementów: dwie diody i gniazdo baterii. Najpierw lutujemy obie diody. Elementy w obudowach SOT-23, chociaż małe, są dość łatwe w montażu i będą pasować tylko przy prawidłowym zorientowaniu. Następnie montujemy gniazdo baterii. Upewniamy się, że szczelina jest skierowana w stronę krawędzi płytki drukowanej. Aby połączenie było solidne mechanicznie, stosujemy dużą ilość lutowia.
Teraz dobrze by było oczyścić płytkę z wszelkich pozostałości topnika. Można w tym celu zanurzyć całą płytkę w rozpuszczalniku. Ważne, aby odbyło się to przed zamontowaniem przełączników, dzięki czemu rozpuszczalnik nie dostanie się do ich wnętrza. Rodzaj odpowiedniego rozpuszczalnika powinien być podany w karcie katalogowej topnika. W większości przypadków dobrze się sprawdza alkohol izopropylowy.
Po myciu czekamy, aż płytka drukowana dokładnie wyschnie. Pęseta mierzy stosunkowo duże rezystancje, a pozostałości topnika mogą wpływać na wynik pomiaru.
Teraz jest właściwy moment, aby dokładnie sprawdzić jakość lutowania małych elementów SMD, ponieważ po zamontowaniu wyświetlacza trudno będzie dokonać jakichkolwiek poprawek. Przyglądamy się, czy nie ma zwarć, i jeszcze raz sprawdzamy, czy układ IC1 jest właściwie zorientowany.
Następnie lutujemy trzy przyciski. Nie powinno to stwarzać trudności, ponieważ mają one stosunkowo duże pady. Pozostałości topnika można ostrożnie wyczyścić kawałkiem bawełny zamoczonym w rozpuszczalniku.
Kalibracja wstępna
Użyte standardowe rezystory 1% zapewniają wystarczająco duży poziom dokładności pęsety. Jeśli jednak macie dostęp do dobrego multimetru, możecie zmierzyć dokładne wartości sześciu rezystorów wzorcowych, co pozwoli potem skalibrować pomiar. Na rysunku 5 rezystory te zaznaczone zostały kolorem czerwonym. Są to rezystory o wartościach 1 kΩ, 10 kΩ i 100 kΩ po lewej stronie, w górnej części układu IC1. Cztery dolne rezystory 1 kΩ wpływają na wyniki pomiarów w trybach oscyloskopu i miernika, ale są one objęte automatyczną kalibracją, więc wyniki nie zależą od ich dokładnych wartości.
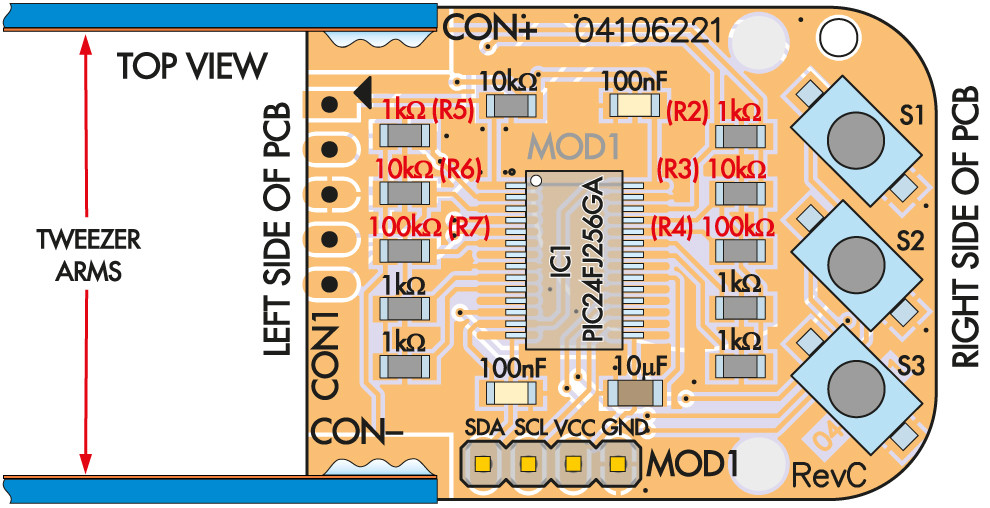
Mierzymy i notujemy dokładne wartości każdego z sześciu wymienionych rezystorów. Najłatwiej jest to zrobić już teraz, przed zamontowaniem wyświetlacza. Wartości rezystorów będzie można wpisać w odpowiedniej pozycji menu podczas kalibracji.