
- Napięcie akumulatora: 6…100 V
- Monitorowanie prądu: do trzech ładowarek lub obciążeń, monitorowanych oddzielnie
- Obsługa prądu: ograniczona tylko przez zastosowane boczniki (10 A z wbudowanymi bocznikami)
- Rozdzielczość prądu: 0,1% (10 mA z wbudowanymi bocznikami)
- Prąd pracy: <1 mA podczas rejestrowania (z wyłączonym wyświetlaczem)
- Interfejs użytkownika: 2,8-calowy kolorowy ekran dotykowy LCD
- Oprogramowanie sprzętowe: napisane w języku BASIC
- Rejestrowanie danych: można przeglądać na wyjściu graficznym lub pobrać jako plik CSV
- Pomiary: aktualny poziom naładowania (Ah) i energia (Wh)
- Stan naładowania: wyświetlany na podstawie napięcia i naładowania
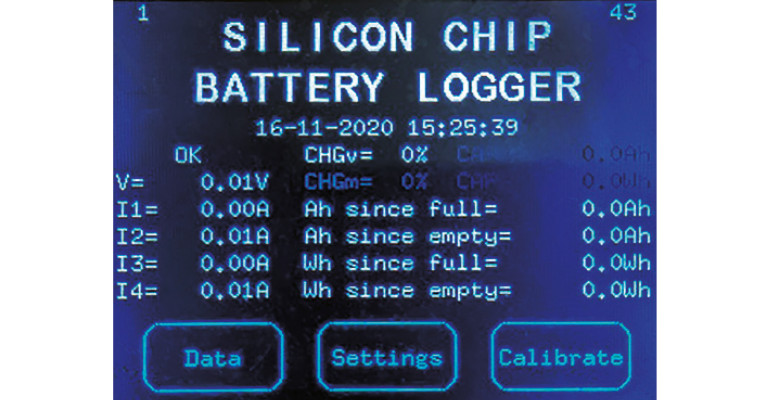
Zanim przejdziemy do instrukcji montażu, przejrzyjmy szybko możliwości rejestratora.
- Może on obsługiwać baterie akumulatorów o napięciu od 6 do 100 V i monitorować do trzech dwukierunkowych prądów o natężeniu do 10 A za pomocą wbudowanych boczników lub znacznie więcej (do 100 A lub ponad) za pomocą zewnętrznych boczników.
- Zużycie energii podczas aktywnego rejestrowania wynosi przy wyłączonym ekranie mniej niż 1 mA.
- Może wyświetlać na 2,8-calowym podświetlanym ekranie dotykowym LCD bieżące i historyczne dane, a dane można również pobrać do komputera przez port USB w celu dalszej analizy.
- Śledzi aktualny stan naładowania akumulatora zarówno w amperogodzinach (Ah), jak i watogodzinach (Wh), a rozdzielczość pomiaru prądu wynosi około 0,1% pełnej skali, co odpowiada krokom 10 mA przy użyciu wewnętrznych boczników.
Wszystkie te funkcje zostały umieszczone na niewielkiej płytce drukowanej. Ponieważ wszystkie funkcje interfejsu użytkownika są dostępne za pośrednictwem ekranu dotykowego, moduł MB można łatwo zintegrować z innymi urządzeniami poprzez dodanie prostokątnego wycięcia w obudowie.
Budowa
Monitor baterii – MB – jest zbudowany na dwustronnej płytce drukowanej o kodzie 11106201 i wymiarach 86×50 mm.
Jak zwykle przy montażu płytki z wieloma elementami SMD, warto mieć pod ręką: pastę topnikową, miedzianą plecionkę lutowniczą, lupę, pęsetę i lutownicę o regulowanej temperaturze. Najmniejsze części mają odstępy między stykami poniżej 1 mm, więc mostki lutownicze są prawie nieuniknione, stąd potrzeba pasty topnikowej i plecionki lutowniczej.
Ponieważ topnik ma tendencję do generowania dymu, użyj odciągu oparów lub pracuj na zewnątrz, gdzie dym może łatwiej się rozproszyć.
Jedną z najbardziej skomplikowanych części jest gniazdo USB, CON5, więc zacznij od jego zamontowania. Nałóż topnik na pola lutownicze, a następnie umieść gniazdo USB na miejscu; powinno zablokować się w otworach w płytce drukowanej.
Dodaj więcej topnika na wierzchołki styków.
Dodaj lut na czysty grot lutownicy, a następnie dociśnij grot do małych styków i pól montażowych. Metalowa osłona gniazda trochę przy tym przeszkadza.
Gdy upewnisz się, że przylutowałeś wszystkie wyprowadzenia, sprawdź, czy nie ma mostków i usuń je, jeśli to konieczne, a następnie przylutuj większe wypustki na osłonie.
Układy scalone
Następnie należy przylutować układy scalone (IC1-IC6 i REF1, z tyłu PCB). Sugerujemy, aby najpierw zamontować układ IC5, ponieważ ma on najdrobniejszy rozstaw styków.
Dla każdego z układów scalonych należy sprawdzić orientację wyprowadzenia 1 w stosunku do sitodruku na PCB, dopasowując kropkę przed przylutowaniem jakichkolwiek styków.
Układ IC6 jest asymetryczny, więc chociaż ta część jest mała, łatwo jest ją prawidłowo zorientować. Należy pamiętać, że niektóre układy scalone mogą nie mieć kropki wskazującej styk 1. Zamiast tego będą miały fazę wzdłuż jednej krawędzi lub linię na jednym końcu; w każdym przypadku to wyróżnienie znajduje się najbliżej styku 1. W przypadku REF1 wskaźnik styku 1 może być nawet małym krzyżykiem wytrawionym laserowo.
Podczas lutowania układów scalonych nałóż topnik na pola stykowe, a następnie umieść układ scalony na miejscu i przylutuj jedno wyprowadzenie. Sprawdź pozycjonowanie, upewniając się, że część jest płaska i wyrównana na podłożu. Jeśli nie, ponownie roztop lut i wyreguluj część za pomocą pęsety.
Po prawidłowym umieszczeniu części przylutuj pozostałe styki. Nie przejmuj się mostkami lutowniczymi, ponieważ łatwiej jest usunąć wiele mostków później, wszystkie w tym samym czasie. W razie potrzeby, podczas lutowania, nałóż dodatkową porcję topnika.
Aby usunąć mostki, nałóż świeży topnik i dociśnij miedziany oplot lutowniczy za pomocą lutownicy do nadmiaru lutu. Gdy spoiwo się roztopi, pozwól miedzianej plecionce wchłonąć lut, a następnie delikatnie odciągnij ją od elementu.
Napięcie powierzchniowe między komponentem a polem lutowniczym powinno utrzymać wystarczającą ilość lutu, aby zachować dobre połączenie, nawet jeśli oplot lutowniczy usunie większość lutu.
Teraz jest dobry moment na dokładne sprawdzenie Twojej pracy za pomocą lupy, ponieważ wprowadzanie zmian będzie trudniejsze w miarę dodawania kolejnych części.
Dobrym pomysłem jest najpierw wyczyszczenie nadmiaru topnika; alkohol izopropylowy jest dobrym rozpuszczalnikiem, ale specjalistyczne produkty do usuwania topnika często wykonują lepszą robotę.
Tranzystor i regulatory
Kolejnymi najtrudniejszymi częściami są tranzystory i regulatory napięcia w obudowach SOT-23. Istnieje sześć takich części w trzech typach obudowy: Q1 i Q3 (P-kanałowe MOSFET-y), Q2 i Q4 (N-kanałowe MOSFET-y) oraz REG1 i REG2 (regulatory LDO).
Na szczęście pasują one tylko w jeden sposób, więc użyj podobnej techniki jak w przypadku układów scalonych. Przylutuj jedno wyprowadzenie i sprawdź jego położenie przed przylutowaniem pozostałych styków. Pozostałe układy SMD mają znacznie większe podkładki lutownicze, więc znacznie łatwiej poradzisz sobie z nimi.
Adaptacja do wydania polskiego – Andrzej Nowicki