

Metale w elektronice są używane przede wszystkim do wytwarzania płytek drukowanych (warstwa miedzi), wszelkiego rodzaju styków lub elementów mechanicznych (głównie stal, mosiądz i aluminium), a także obudów (aluminium lub stal), ekranów urządzeń (stopy żelaza, miedź i proszki miedziane) oraz wielu innych elementów. Warto zwrócić uwagę na fakt, że produkcja części metalowych metodą odpadową (stosowaną głównie w przypadku komponentów mechanicznych czy niektórych obudów) jest z zasady bardziej skomplikowana (pod względem liczby operacji, które należy wykonać) od metod przyrostowych bądź bezodpadowych.
Jako przykład weźmy panel czołowy urządzenia. Gdy wydrukujemy go na drukarce 3D (np. metodą SLM) jedyne, co będziemy musieli zrobić, by panel był funkcjonalny, to nadrukować odpowiednie opisy. W przypadku obróbki odpadowej sprawa prezentuje się nieco inaczej. Przede wszystkim musimy z kawałka litego metalu, najlepiej w kształcie płyty, wyciąć na określony wymiar jej fragment, w którym - usuwając materiał odpowiednimi narzędziami - ukształtujemy geometrię zewnętrzną oraz wszystkie niezbędne otwory, a czasem także gwinty. Następnym krokiem jest wykończenie powierzchni i krawędzi poprzez odpowiednie szlifowanie lub polerowanie, a dopiero po zakończeniu tych procesów przystąpić do malowania i nadruku oznaczeń na obudowie. Podsumowując można stwierdzić, że technologia odpadowa jest dużo bardziej skomplikowana od technologii przyrostowej i bardzo często wieloetapowa. Niemniej jednak niższy koszt wykonania detalu metodą obróbki odpadowej, a także dostępność maszyn i materiałów, mogą zachęcać do korzystania z tej tradycyjnej technologii. Także właściwości mechaniczne tak wytworzonych detali są zwykle lepsze niż w przypadku wykonania ich techniką przyrostową.
Niniejszy krótki przegląd metod obróbki odpadowej stanowi systematyczny opis głównych właściwości, wad i zalet tych technologii w kontekście zastosowań w elektronice. Uwaga będzie skupiona na głównych rodzajach obróbki maszynowej, z pominięciem najprostszych metod obróbki ręcznej (brzeszczotem, pilnikiem, prostymi elektronarzędziami etc.) i bardziej zaawansowanych, hybrydowych technik obróbki maszynowej.
Obróbka ręczna i maszynowa
Zanim omówimy ważniejsze metody obróbki odpadowej, podzielone według kryterium rodzaju użytych narzędzi oraz ruchów narzędzi i obrabianego detalu, warto zauważyć, że większość z nich może być zrealizowana ręcznie lub maszynowo. W obróbce ręcznej narzędzie (np. brzeszczot, pilnik, nóż) lub elektronarzędzie (np. piła tarczowa, szlifierka, wiertarka) obsługiwane są przy pomocy siły mięśni człowieka. Z kolei w obróbce maszynowej ruch narzędzia i obrabianego przedmiotu są realizowane z wykorzystaniem napędu mechanicznego. Klasyczne obrabiarki to stacjonarne elektronarzędzia wyposażone w manualne pokrętła lub koła, które połączone są z osiami sterującymi narzędziem lub stołem obróbczym. Rozwój elektroniki i informatyki spowodował, że tradycyjne maszyny obróbcze, oparte na mechanicznym lub elektromechanicznym sterowaniu, są zastępowane przez maszyny z komputerowym sterowaniem numerycznym (ang. Computer Numerical Control, skrót CNC). Proces obróbki z wykorzystaniem maszyn CNC składa się z trzech etapów:
- projektowania CAD (przygotowanie modelu 3D elementu w programie komputerowym),
- programowania CAM (model 3D jest przetwarzany na kod sterujący maszyną),
- właściwej obróbki (maszyna wykonuje działania zgodnie z zaprogramowanymi instrukcjami).
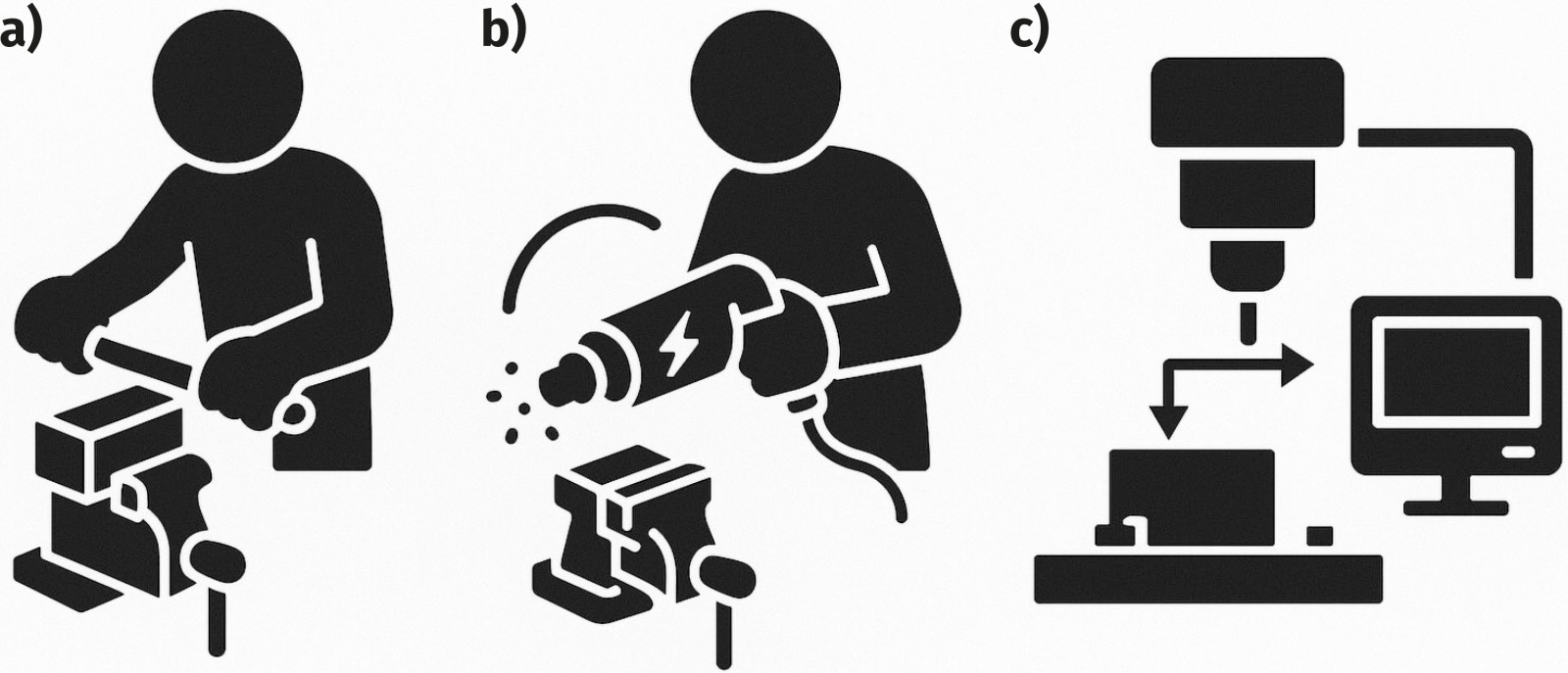
Zaletą stosowania maszyn CNC jest obróbka z dużą szybkością, dokładnością i powtarzalnością oraz ograniczenie błędów ludzkich i strat materiałowych. Schematyczną ilustrację obróbki szlifowania realizowanego ręcznie, przy pomocy elektronarzędzia i maszyny CNC zaprezentowano na rysunku 1.
Cięcie
Metody cięcia metali można podzielić na mechaniczne, termiczne, erozyjne i elektrochemiczne. Cięcie mechaniczne korzysta z narzędzi tnących, takich jak: piły tarczowe, piły taśmowe czy nożyce gilotynowe i służy do cięcia po linii prostej. Cięcie mechaniczne wykrojnikami pozwala uzyskać skomplikowane kształty z blach. Z kolei cięcie termiczne (gazowe, laserowe lub plazmowe) polega na topieniu i usuwaniu metalu w miejscu zaplanowanej linii podziału. Metody erozyjne to głównie cięcie wodne lub elektroerozyjne, w których - odpowiednio - strumień wody lub wyładowania elektryczne usuwają materiał w celu jego podzielenia. Podobny cel w metodzie elektrochemicznej realizują reakcje chemiczne. Poniżej omówimy bardziej zaawansowane technicznie, a zarazem dokładniejsze metody cięcia.
Cięcie laserowe
Technologia cięcia laserowego metalu polega na stopniowym topieniu lub odparowaniu metalu za pomocą skupionej wiązki laserowej i odbywa się - w zależności od technologii - warstwa po warstwie lub od razu na całej grubości blachy. Cięcie laserem oferuje wysoką dokładność, choć nie tak wysoką, jak frezowanie czy toczenie. Typowa dokładność cięcia laserowego to 0,1 mm. Ograniczeniem opisywanej techniki jest trudność w cięciu metali nieżelaznych (takich jak miedź czy aluminium), ze względu na ich wysoki współczynnik odbicia światła.
Lasery można sklasyfikować na lasery MOPA (ang. Master Oscillator Power Amplifier) ze statyczną głowicą oraz lasery z głowicą ruchomą (plotery laserowe). Te ostatnie są wolniejsze i nadają się głównie do cięcia, natomiast lasery MOPA dobrze sprawdzają się w grawerowaniu. Wśród technologii laserowych najpopularniejsze odmiany to: światłowodowe (ang. fiber laser), CO2, UV oraz IR. Ceny laserowych urządzeń do cięcia lub grawerowania zaczynają się już od 5000 zł. Alternatywną dla kompletnego urządzenia do laserowego cięcia jest kupno modułu laserowego do frezarki/drukarki 3D, o ile dane urządzenie może obsługiwać takie dodatkowe wyposażenie. Przy wyborze lasera warto zwrócić uwagę, by jego moc wynosiła co najmniej 80...160 W. Metodą cięcia laserowego można z dużą dokładnością wykonywać np. szablony do nakładania pasty lutowniczej, a nawet same płytki drukowane, jak również wszelkiego rodzaju obudowy składane i zginane z blach. Należy pamiętać, że cięcie blach o znacznej grubości budżetowym laserem jest trudne i może wymagać dużo czasu.